
Copper Slag Recovery: Why Every Percentage Point Matters

Every percentage point of copper recovered from slag can have a significant impact on smelter economics. As ore grades decline and operating costs rise, recovering copper that would otherwise be lost has become a critical part of modern smelting operations.
Copper was first used by humans over 9,000 years ago and remains one of the most important industrial metals in the world today. It is found in the earth’s crust as sulphide minerals at concentrations of 1–2% copper, which makes direct smelting impractical. Before the ore reaches a furnace, it must go through a beneficiation process to raise the copper grade to a level suitable for smelting. Run-of-mine ore is processed to produce copper concentrates with a grade of around 25–30% copper. The concentrates also contain iron, sulphur, and siliceous gangue materials that need to be removed during smelting and refining. Iron and siliceous gangue are discarded as slag, while sulphur is released as sulphur dioxide in exhaust gases. During this process, some copper is lost, primarily in slag at around 2–3% of total copper input, and in flue dust at around 0.5%.
Modern smelting processes like flash furnaces, Noranda reactors, and Mitsubishi furnaces have replaced traditional methods due to their energy efficiency and pollution control. However, these processes result in higher copper losses in slag, which affects profitability. Slag must therefore be adequately cleaned to recover as much copper as possible before disposal.
The hidden cost of copper losses
Pushing recovery beyond 99% is not simply a technical goal. It is often essential for commercial viability. Even marginal increases in recovery can significantly improve margins in a capital-intensive industry where operating costs remain high.
In most cases, the miner who produces the concentrate and the smelter that processes it are two separate business units. When concentrate is sold to a smelter, the concentrate producer receives 95–96% of current metal prices. The buyer deducts Treatment Charges between USD 50–80 per dry metric tonne of concentrate and Refining Charges between USD 0.05–0.08 per pound of copper content. Penalties may also apply for harmful impurities in the concentrate.
At a recovery rate of 98%, the smelter loses around 2% of its copper input to slag. On a metal price of around USD 8,900–9,000 per tonne, this represents roughly USD 178–180 per tonne. With operating costs at around USD 200 per tonne, running at 98% recovery barely covers costs.
Where valuable copper is lost
Around 80% of copper is extracted from sulphide ores using the pyrometallurgical process, which involves smelting, converting, and refining. During this two-stage process, slag is generated in both the smelter and converter furnaces. Smelter slag usually contains 1–2% copper, while converter slag contains 4–8%. A substantial portion of the copper from the original concentrate ends up in these slags. Copper loss in slag is inversely proportional to the grade of concentrate: higher-grade concentrates produce less slag and result in lower copper losses.
Copper losses occur through chemical dissolution and through mechanical entrainment of matte droplets suspended in the slag layer. A large portion of copper loss occurs because tiny matte droplets remain suspended in slag instead of settling to the bottom. Larger droplets settle quickly and are easier to recover, while smaller droplets can remain suspended for extended periods. This makes droplet size one of the most important factors influencing copper recovery.
For example, a 10 mm droplet settles at around 0.55 m/s, while a droplet that is 100 times smaller may settle nearly 10,000 times more slowly, taking hours to travel through a 1-meter slag layer.
Higher slag oxygen potential also increases magnetite formation, raises slag viscosity and increases the solubility of copper in slag, leading to additional losses.
Three Ways to Improve Recovery
There are three main approaches to reducing copper losses in slag.
1. Minimise Slag Generation
This can be attempted by increasing concentrate grades or reducing flux addition during smelting. In practice, however, both options have limitations and can negatively affect overall process performance.
2. Reduce Copper Leaving with the Slag
This approach focuses on improving matte droplet settling and controlling oxidation. It can be achieved through optimum slag viscosity, controlled silica addition, lower turbulence and the use of reducing agents such as coke.
3. Recover Copper from the Outgoing Slag
This approach directly targets the copper that has already entered the slag stream and is often the most important route for achieving high recovery rates and economic viability.
Selection of Slag Processing
Slag processing falls into two main categories: pyrometallurgical reduction and settling in an electric or fuel-fired slag cleaning furnace, and mineral processing of solidified slag involving crushing, grinding, and froth flotation. A third possibility combines both, treating flash furnace slag in an electric furnace and converter slag through flotation. Each process has its own merits and drawbacks and requires careful study before selection.
Pyrometallurgical Slag Cleaning
The main purpose of the slag cleaning furnace is to recover copper from slag coming from the flash furnace and converter. For effective separation, matte droplets need a thinner slag layer, less viscous slag, minimum turbulence, and longer residence time. These conditions are difficult to maintain in a smelting furnace while meeting throughput targets, which led to the development of a dedicated slag cleaning furnace in the 1960s. Typical capacity runs between 1,000 and 1,500 tonnes per day.
Heat is generated by passing alternating current through electrodes and the slag layer with minimal disturbance to the bath. When converter slag is added, a reducing agent is required to reduce copper oxide to metal or copper sulphide. Pyrite is usually added when additional sulphur is needed, converting copper oxides into sulphides, producing larger matte droplets through coalescence, and reducing magnetite in the slag. Coke addition maintains a reduced atmosphere above the bath.
Recent developments have introduced lance injection techniques, where solid reductants such as coal or coke, or gaseous agents like methane, are injected directly into the furnace. Direct injection improves contact between reducing agents and oxidised copper compounds, speeds up reduction, and helps maintain optimal furnace temperatures. Methane injection also reduce emissions compared to traditional methods.
Flotation Method of Slag Cleaning
The flotation method involves slow cooling of the slag, followed by crushing and grinding in a closed circuit, then froth flotation and dewatering to recover copper as concentrate. Collectors such as xanthate and frothers such as MIBC are used during flotation. Slow cooling is important because it allows chemically dissolved copper to separate out as metallic copper, which improves flotation recovery. Achieving the right grinding fineness to liberate recoverable copper particles is critical. Some impurities such as arsenic, tin, antimony, gold, and silver that report to the slag concentrate stay in the system. The concentrate from slag flotation is fed back to the smelting furnace, which improves overall recovery.
Comparing the Two Approaches
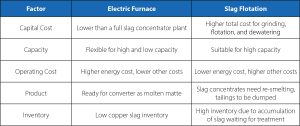
The tables below set out the key technical and economic differences between the two slag cleaning methods.
Table 1: Technical Comparison
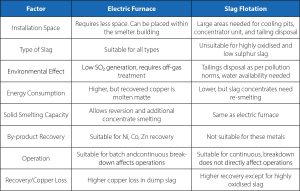
Table 2: Economic Comparison
Looking ahead
Maximising copper recovery from smelting operations is essential for both economic and environmental reasons. The pyrometallurgical process offers efficient recovery of copper as molten matte and suits a wide range of slag types, but requires careful control of slag viscosity, temperature, and oxygen potential. The flotation method achieves higher recovery rates where slag contains copper sulphide minerals but demands extensive infrastructure.
Recent advancements such as lance injection techniques have further improved slag cleaning furnace efficiency, reducing both copper losses and emissions. A comprehensive approach combining both methods, tailored to the specific needs of the smelter, offers the best outcome for copper recovery and long-term plant viability.
As ore grades continue to decline and global demand for copper grows, recovery at every stage of the process will become increasingly important. Effective slag treatment not only improves metal recovery but also supports better resource utilisation and stronger plant economics. Smelters that integrate recovery considerations into process design and operational planning will be better positioned to maximise value and remain competitive in the years ahead.



